 手机官网
手机官网 
 官方微信
官方微信 
 网站地图
网站地图
来自日本大阪大学焊接研究所的keisuke takenaka等人在Welding in the World国际杂志上发表文章Bead‐on‐plate welding of pure copper with a 1.5‐kW high‐power blue diode laser。
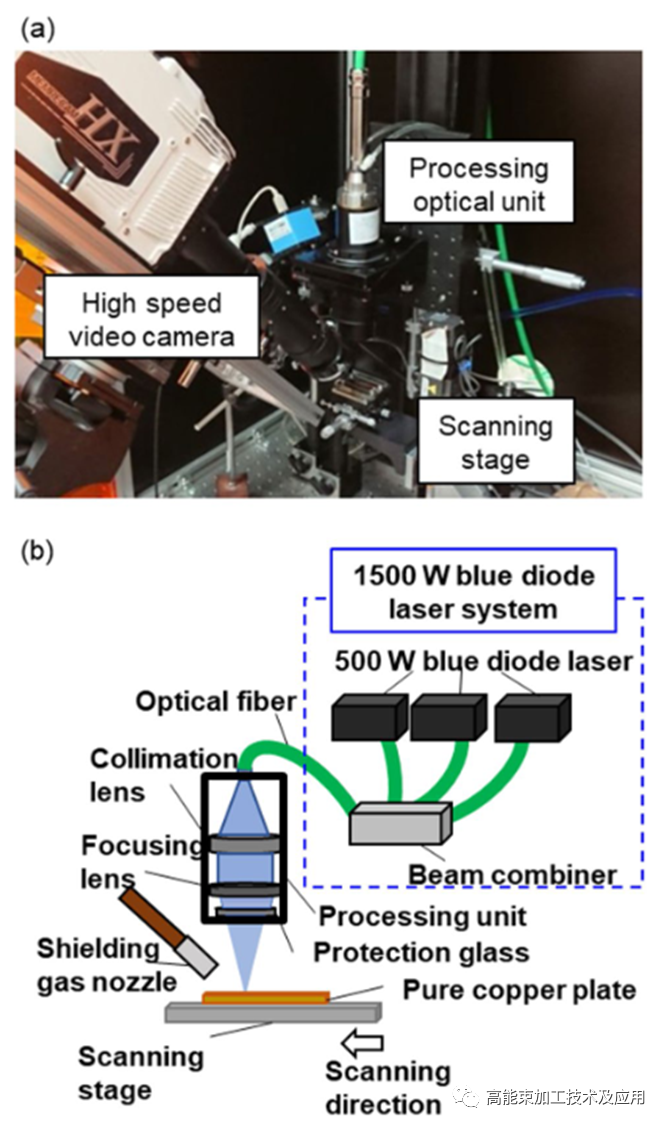
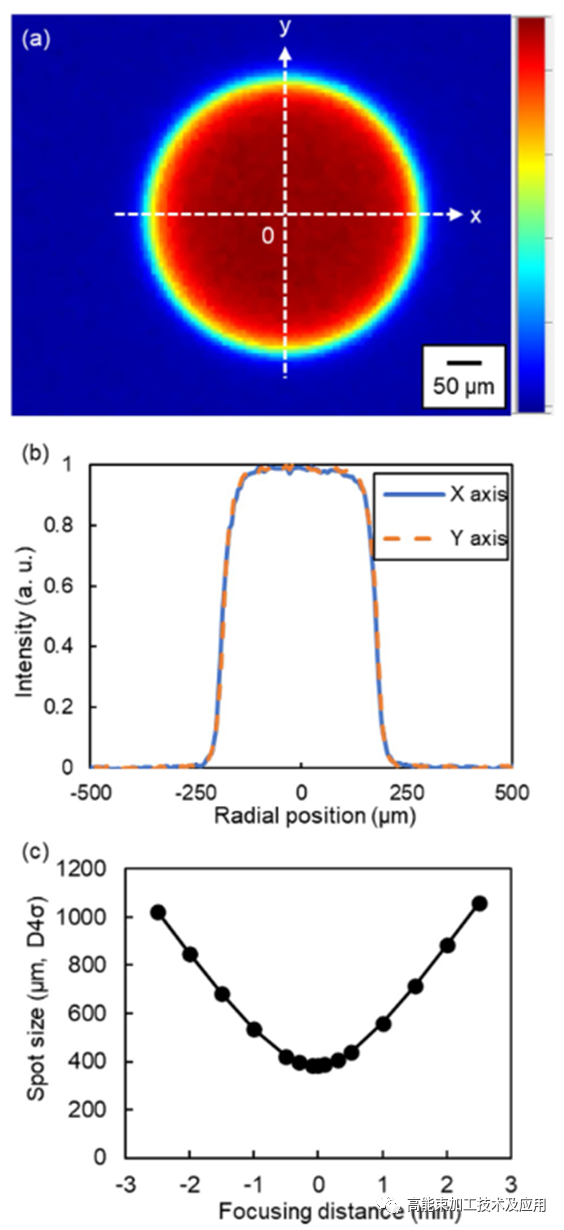
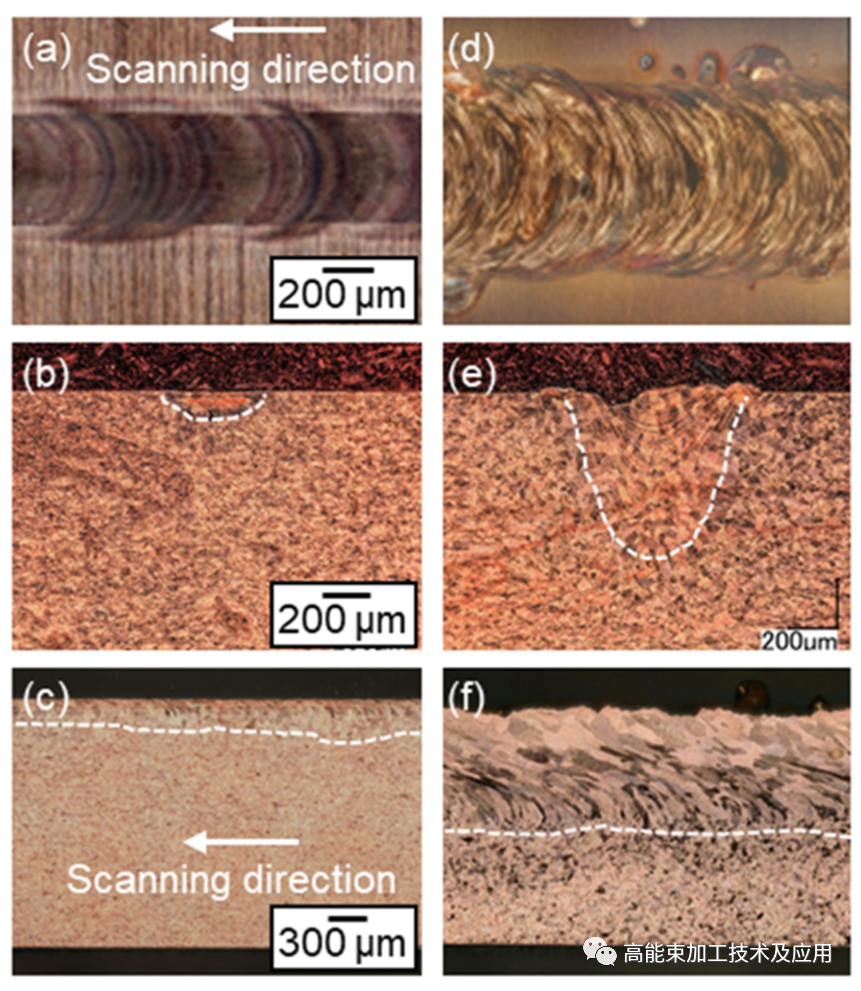
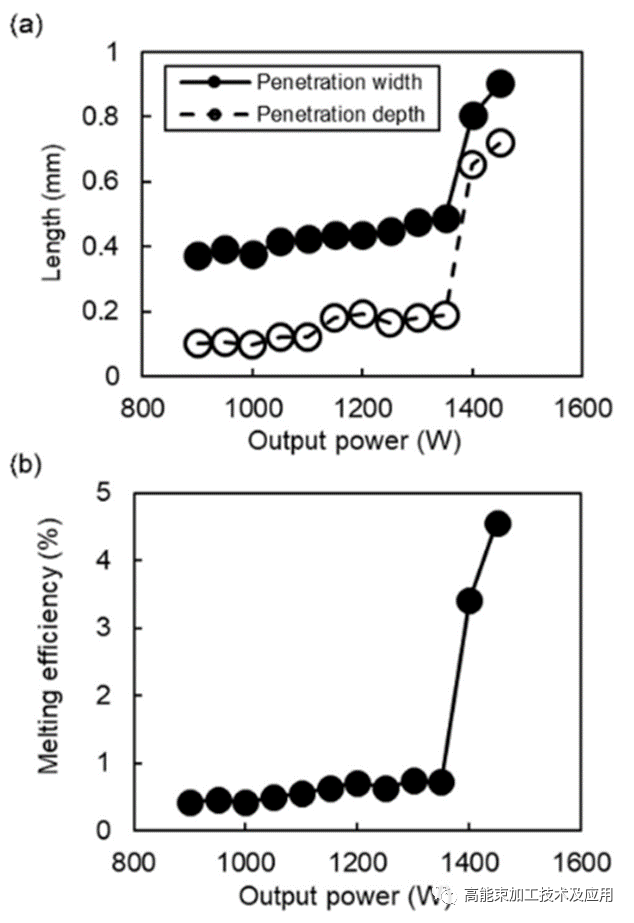
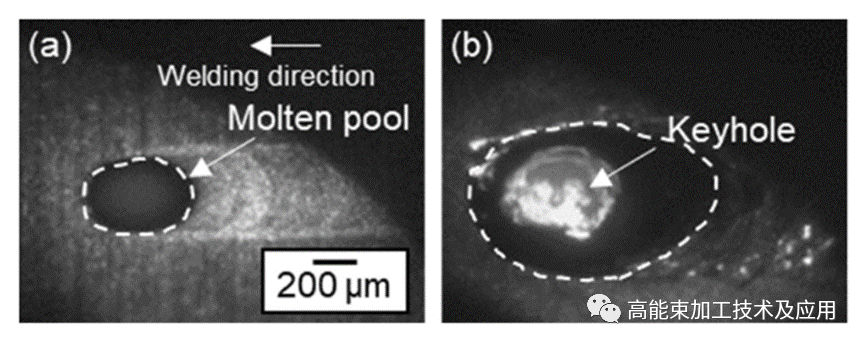
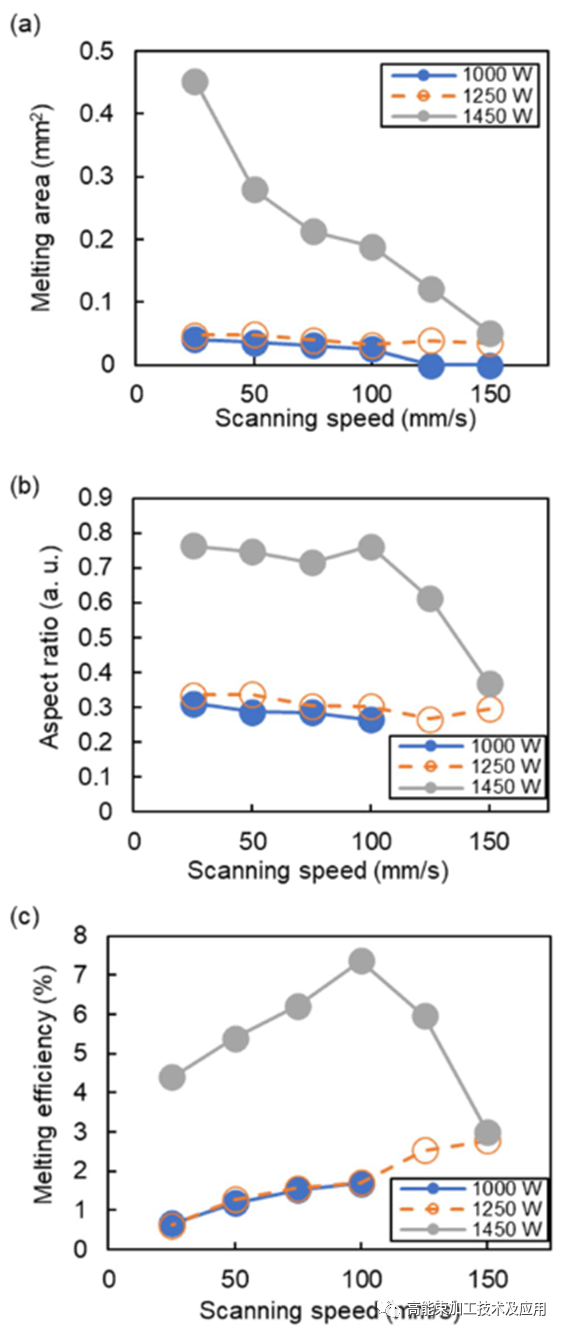
论文导读 纯铜具有出色的导热性、导电性和摩擦性能,广泛用于各种工业产品。然而,由于纯铜对近红外光的吸收率低,因此难以用近红外激光进行稳定焊接,如何对纯铜材料进行高质量、高效率的焊接仍然是工业领域的难题。考虑到纯铜对蓝色激光的光吸收率是近红外光的六倍左右,蓝色激光可能有利于纯铜焊接。本文开发了一种1.5 kW的蓝色二极管激光系统,在2 mm厚纯铜板的堆焊过程中观察到了锁孔模式焊接行为。 全文概述 论文使用1.5 kW的大功率蓝光二极管激光器焊接纯铜,并利用高速摄像机观察了2 mm厚纯铜板堆焊过程中的熔化行为。同时计算了热输入效率,研究了输出功率和扫描速度对焊接效率的影响。在热传导型焊接时,熔化效率约为1%,但在过渡到锁孔模式焊接时,熔化效率提高了约5倍。研究表明,在1450 W的输出功率和100 mm/s的扫描速度下,使用蓝色二极管激光器能够实现无飞溅的锁孔模式焊接。 图文解析 图1.(a)最大输出功率测量值实拍图(b)1.5 kW蓝色二极管激光器的激光功率曲线 图2.(a)激光焊接系统照片(b)实验装置示意图 图3.(a)光斑图像(b)加工点的光束轮廓(c)蓝色二极管激光器的聚焦特征 图4.(a)和(d)为铜板表面、(b)和(e)为垂直截面以及(c)和(f)为纵向截面积的光学显微镜图像,其中(a)、(b)和(c)的激光输出功率为1050 W,(b)、(e)和(f)为1450 W 图5.(a)穿透宽度/深度和(b)熔化效率与输出功率的关系 图6. 输出功率为(a)1050 W和(b)1450 W时纯铜板激光焊接过程的高速观测图片 图7. 输出功率为1000 W(蓝色全圆和全线)、1250 W(橙色空圆和虚线)和1450 W(灰色全圆和全线)时,扫描速度与(a)熔化面积、(b)长宽比(深度/宽度)和(c)熔化效率之间的关系 主要结论 论文开发出了一套用于焊接纯铜的1.5 kW蓝色二极管激光系统。在纯铜板堆焊过程中观察到了锁孔模式的焊接行为。1.5 kW蓝光半导体激光器的纤芯直径为400 μm,数值孔径(NA)为0.22,最大输出功率为1567 W。计算了热输入效率,研究了输出功率和扫描速度对焊接效率的影响。热传导型焊接熔化效率只有1% 左右,但过渡到锁孔模式焊接时熔化效率提高了5倍。利用高速摄影机观察熔池的结果显示,只有激光照射的区域在热传导模式焊接时熔化。然而,在锁孔模式焊接中,在锁孔周围也形成了熔池,这表明锁孔推动了熔池膨胀。在1450 W的输出功率和100 mm/s的扫描速度下,采用蓝光二极管激光器实现了无飞溅锁孔模式焊接。 论文链接:https://doi.org/10.1007/s40194-022-01401-6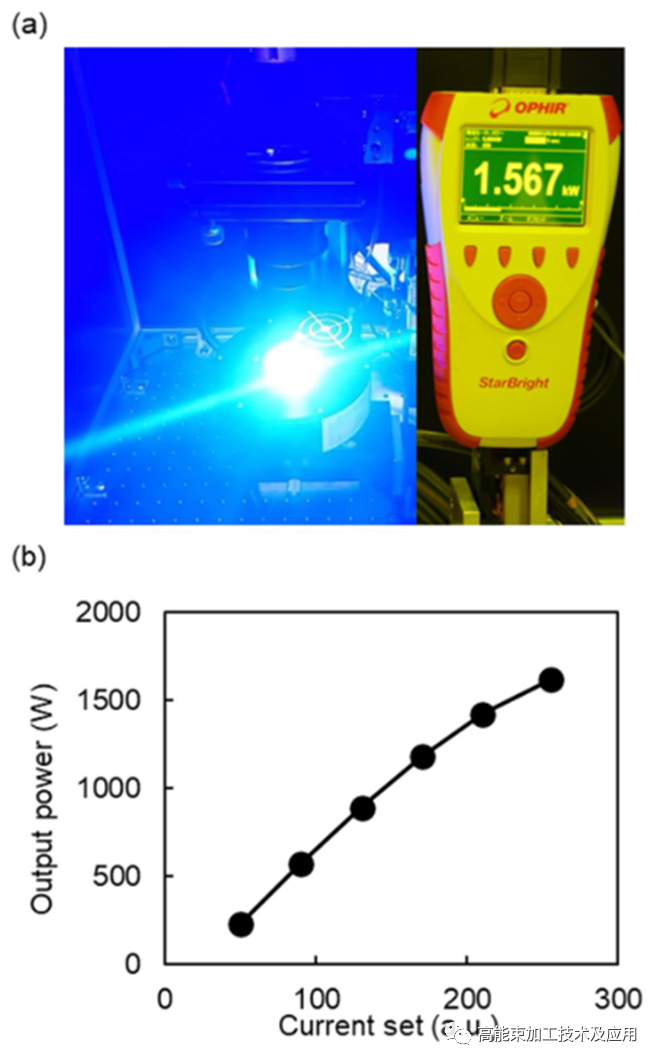
免责声明:文章转载自网络,仅供行业学习交流之用,侵删




